Metrikon
Početna
Funkcije
O nama
Kontakt
Cjenovnik
Blog
Dokumentacija
HR
Probaj besplatno
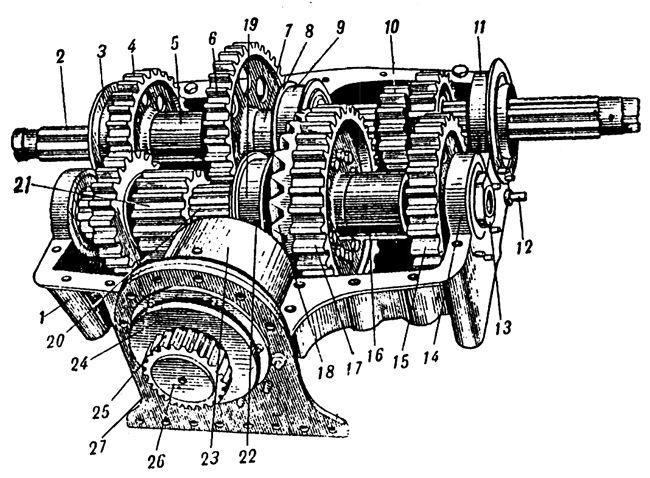
Reduktor
Kako konstrukcija utječe na rad reduktora, raspored opterećenja i rutinsko održavanje
Katarina Knafelj Jakovac
2. veljače 2024.
Loading...
Katarina Knafelj Jakovac
16. prosinca 2023.
 Katarina Knafelj Jakovac
Katarina Knafelj Jakovac