Metrikon
Startseite
Funktionen
Über uns
Kontakt
Preisliste
Blog
Fragebogen
Dokumentation
DE
Kostenlos testen
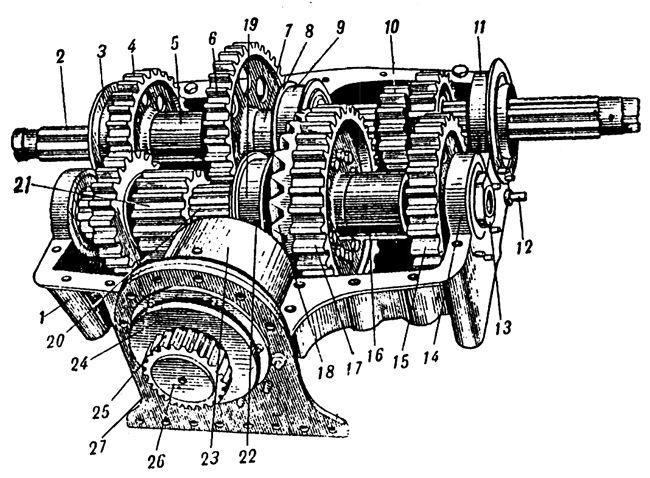
Getriebe
Wie die Konstruktion den Betrieb des Getriebes, die Lastenverteilung und die routinemäßige Wartung beeinflusst
Katarina Knafelj Jakovac
2. Februar 2024
Loading...
Katarina Knafelj Jakovac
1. Februar 2024
Digitalisierungsgrad ermitteln
 Katarina Knafelj Jakovac
Katarina Knafelj Jakovac