Metrikon
Home
Features
About us
Contact
Pricing
Blog
Documentation
EN
Try for free
Tips and Tricks
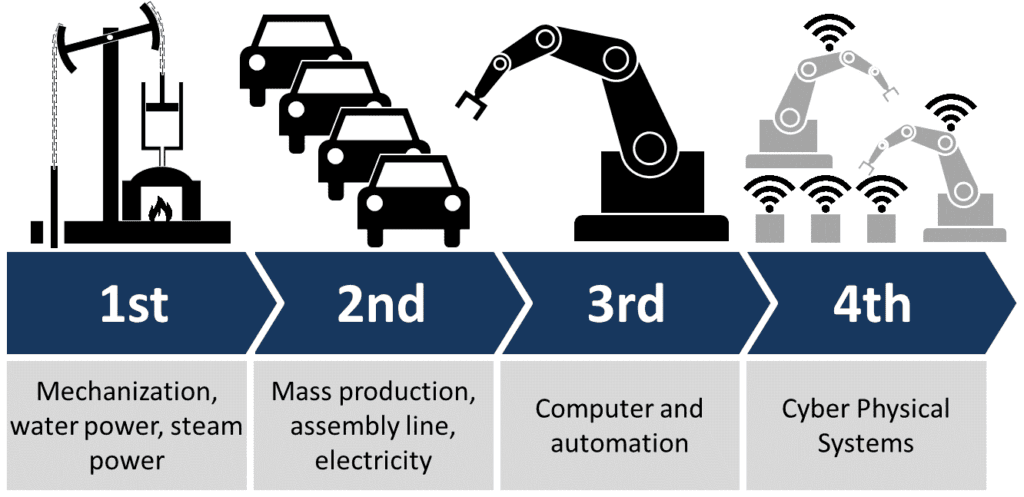
Modernize Maintenance of Production Equipment with CMMS in the Era of the 4th Industrial Revolution
Katarina Knafelj Jakovac
February 24, 2024
Loading...
Katarina Knafelj Jakovac
February 24, 2024
 Katarina Knafelj Jakovac
Katarina Knafelj Jakovac